



 biuro@convi-serwis.pl
biuro@convi-serwis.pl
Usługi produkcyjne
Obróbka mechaniczna
Obróbką mechaniczną nazywamy proces technologiczny który polega na usunięciu przez narzędzie, określonej objętości materiału w celu uzyskania wymaganych wymiarów i kształtu obrabianego elementu, a w niektórych przypadkach także określonych właściwości fizycznych oraz mechanicznych powierzchni i warstwy podpowierzchniowej.
Oferujemy następujące usługi z zakresu obróbki mechanicznej:
- toczenie – obróbka powierzchni zewnętrznych i wewnętrznych przedmiotów w kształcie brył obrotowych
Ogólne parametry toczenia:
– Max średnica toczenia: Ø 800mm / Ø 600mm
– Max długość toczenia: 3000mm / 6000mm
- frezowanie – kształtowanie płaszczyzn i rowków
Ogólne parametry frezowania:
Max gabaryty przedmiotu obrabianego:
400mm x 850mm [szer. x dł.]
- wytaczanie – obróbka powierzchni wewnętrznych
- wiercenie – wykonywanie otworów
- rozwiercanie – wykańczanie otworów
- struganie – obróbka narzędziem wykonującym ruch posuwisto-zwrotny
- dłutowanie – obróbka polegający na skrawaniu materiału nożem umocowanym do suwaka wykonującego pionowy lub poziomy ruch posuwisto-zwrotny.




Spawanie i montaż
Spawaniem nazywamy połączenie metali przy użyciu ciepła poprzez nadtopienie łączonych części lub przy pomocy środka spawalniczego.
Przy spawaniu zwykle dodaje się materiał dodatkowy (spoiwo), który stapiając się wraz z materiałem spawanym tworzy spoinę znacznie polepszając tym samym właściwości spoiny.


Cięcie plazmą CNC
Wycinarka plazmowa CNC przeznaczona jest do cięcia plazmą powietrzną elementów przewodzących prąd elektryczny – wykonanych ze stali węglowych i stopowych, aluminium i jego stopów, mosiądzu, miedzi, a także żeliwa. Cięcie plazmą polega na stapianiu i wyrzucaniu materiału ze szczeliny silnie skoncentrowanym łukiem plazmowym.

- Obszar roboczy 6250 x 2500 mm,
- wypalania otworów w profilach do 200 mm,
- możliwość cięcia od 1-25 mm;
Cięcie półautomatyczną piłą taśmową
Wysokowydajną maszyną do cięcia w cyklu półautomatycznym materiałów pełnych oraz profili wykonanych ze stali, żeliwa oraz metali nieżelaznych.

Ramię przecinarki wykonane z jednolitego żeliwnego odlewu wraz z zastosowaną w tej przecinarce taśmą tnącą o szerokości 41 mm umożliwia w pełni wykonywanie cięć materiałów o grubości nawet do 700mm.
Gięcie blach
Prasa krawędziowa pozwala na zaginanie elementów z bardzo dużą dokładnością i powtarzalnością kąta gięcia, oraz dostosowywać te parametry do konkretnego materiału i sposobu jego formowania.
DANE TECHNICZNE:
- Sterowanie CNC DNC 800
- Nacisk 400 ton
- Długość gięcia 7050 mm
- Odległość między słupami 5100 mm
- Max skok 300mm
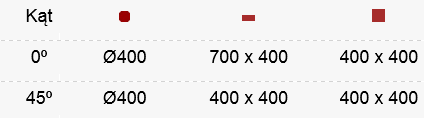
Gięcie rur i profili
Dokładna i wydajna maszyna do gięcia rur stalowych, miedzianych, aluminiowych i mosiężnych. Możliwość doboru optymalnego promienia gięcia umożliwia uzyskanie wysokiej jakości wyników bez deformacji materiału.
Giętarki do rur są urządzeniami używanymi przy jednostkowej i małoseryjnej produkcji detali w przemyśle samochodowym, meblarskim, w architekturze czy przy wytwarzaniu narzędzi ogrodowych.

DANE TECHNICZNE:
- Max. średnica giętej rury: 70 mm
- Max. wymiar profilu kwadratowego: 50 x 50 x 2mm
- Ilość obrotów na min.: 1,5 obr./min.
- Max. kąt gięcia: 180 stopni
Walcowanie blach
Walcowaniem to proces przeróbki plastycznej, w którym zachodzi odkształcenie plastyczne metalu przez jego zgniatanie między walcami obracającymi się w przeciwnych kierunkach.
Wykonanie walcowanego elementu jest zawsze uzależnione od grubości, szerokości i średnicy.

PARAMETRY TECHNICZNE WALCARKI:
- Max grubość blachy: 10 mm
- Max szerokość blachy: 2000 mm
- Min średnica zwijania: Ø 400 mm
- Max średnica zwijania: Ø 2000 mm
Usługi w zakresie kontroli i badań
- Weryfikacja specyfikacji wykonawczej – sprawdzenie czy zostały określone niezbędne wymagania jakościowe umożliwiające wykonanie wyrobu.
- Przygotowanie oraz przeprowadzenie uznań technologii WPQR oraz egzaminowanie spawaczy z ramienia TUV RHEINLAND.
- Opracowanie planu jakości.
- Opracowanie planu kontroli i badań.
- Kontrola prac spawalniczych (kontrola wstępna, międzyoperacyjna i końcowa).
- Badania nieniszczące (NDT):
- badania ultradźwiękowe (UT) zgodnie z normą PN-EN ISO 11666 (PN-EN 1712) + PN-EN ISO 17640 (PN-EN 1714),
- badania ultradźwiękowe (UT) blach na rozwarstwienie zgodnie z normą PN-EN 10160,
- badania magnetyczno – proszkowe (MT) zgodnie z normą PN-EN ISO 17638 (PN-EN 1290) + PN-EN ISO 23278 (PN-EN 1291),
- badania penetracyjne (PT) zgodnie z normą PN-EN 571-1 + PN-EN ISO 23277,
- o badania wizualne (VT) zgodnie z normą PN-EN ISO 17637 (PN-EN 970) + PN-EN 13018,
- badanie szczelności.
- Opracowanie dokumentacji jakościowej: międzyoperacyjna i powykonawcza.




